Plastic optical molds are widely used across consumer electronics, automotive, medical, industrial, and AR/VR sectors, with core applications tied to high-precision injection/compression molding for optical components that demand strict surface finish, dimensional accuracy, and light-controlling functions. Below are detailed application examples organized by industry, with mold design and process highlights:
The largest application area, focusing on miniaturization, mass production, and cost-effectiveness.
- Smartphone Camera Lenses
- Mold Type: Multi-cavity (8–16 cavities) ultra-precision injection mold with aspherical cavity design; hot runner + sequential valve gating to avoid flow marks/weld lines.
- Mold Requirements: Cavity surface Ra ≤ 0.001 μm, dimensional tolerance ±1 μm; materials like SUS440C with 58–62 HRC hardness after heat treatment.
- Application: Rear/front camera modules (e.g., 3D sensing, periscope lenses) using PMMA/PC/COP to balance clarity and impact resistance.
- LED Display Light Guide Plates (LGPs)
- Mold Type: Optical film mold with micro-nano dot/pyramid structures on the cavity surface; often single-cavity for large-size LGPs or multi-cavity for small displays.
- Mold Requirements: Micro-structure precision ±5 μm, uniform cooling channels to prevent warpage.
- Application: LCD TVs, monitors, and laptop screens, where the LGP diffuses LED light for uniform backlighting.
- Barcode Scanner Lenses
- Mold Type: Laser collimating lens mold with pinpoint gates for precise beam shaping.
- Mold Requirements: Low birefringence design, surface finish Ra ≤ 0.002 μm to ensure scanning accuracy.
- Application: Supermarket checkout scanners and industrial barcode readers using PC for durability.
Emphasizes high-temperature resistance, impact durability, and strict light distribution standards.
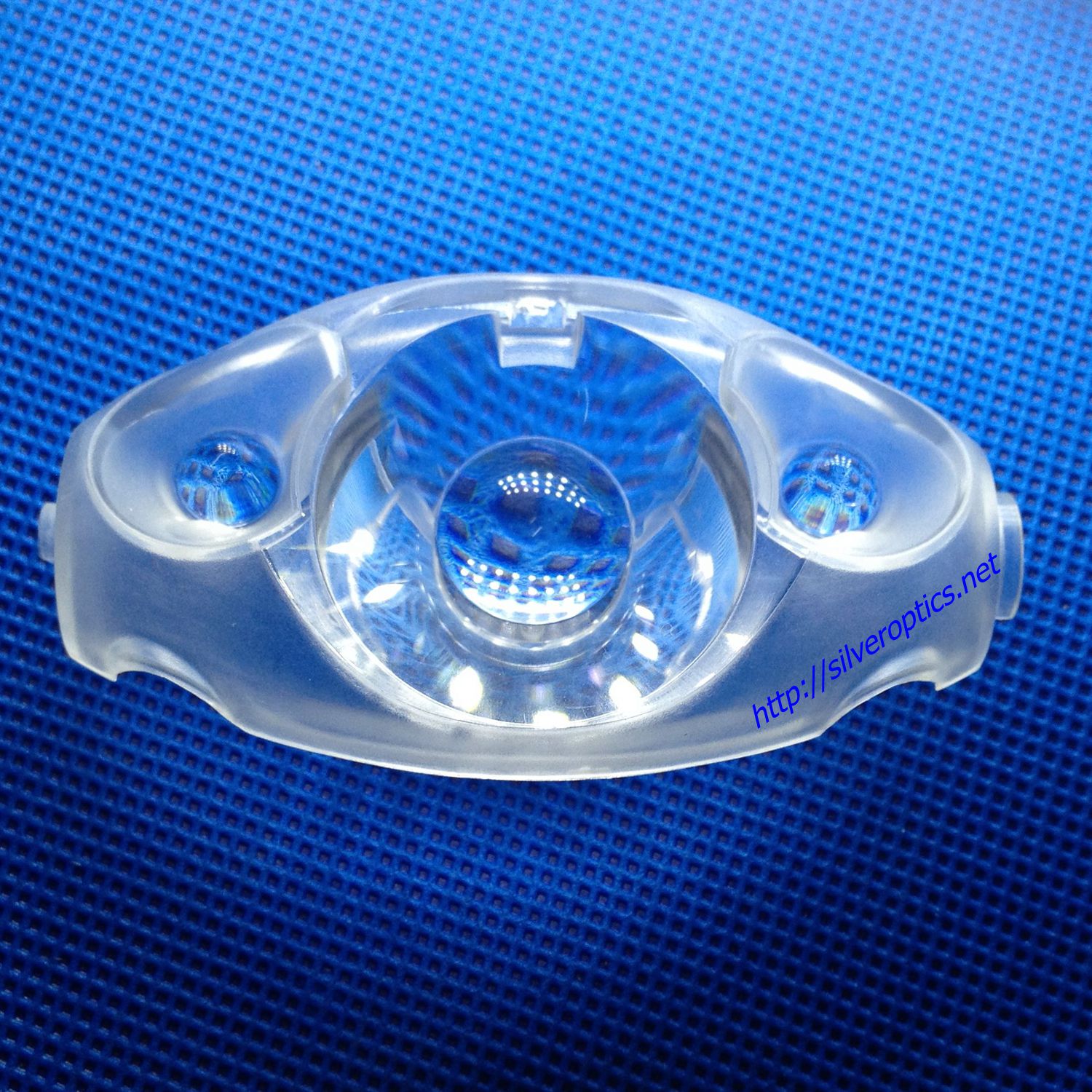
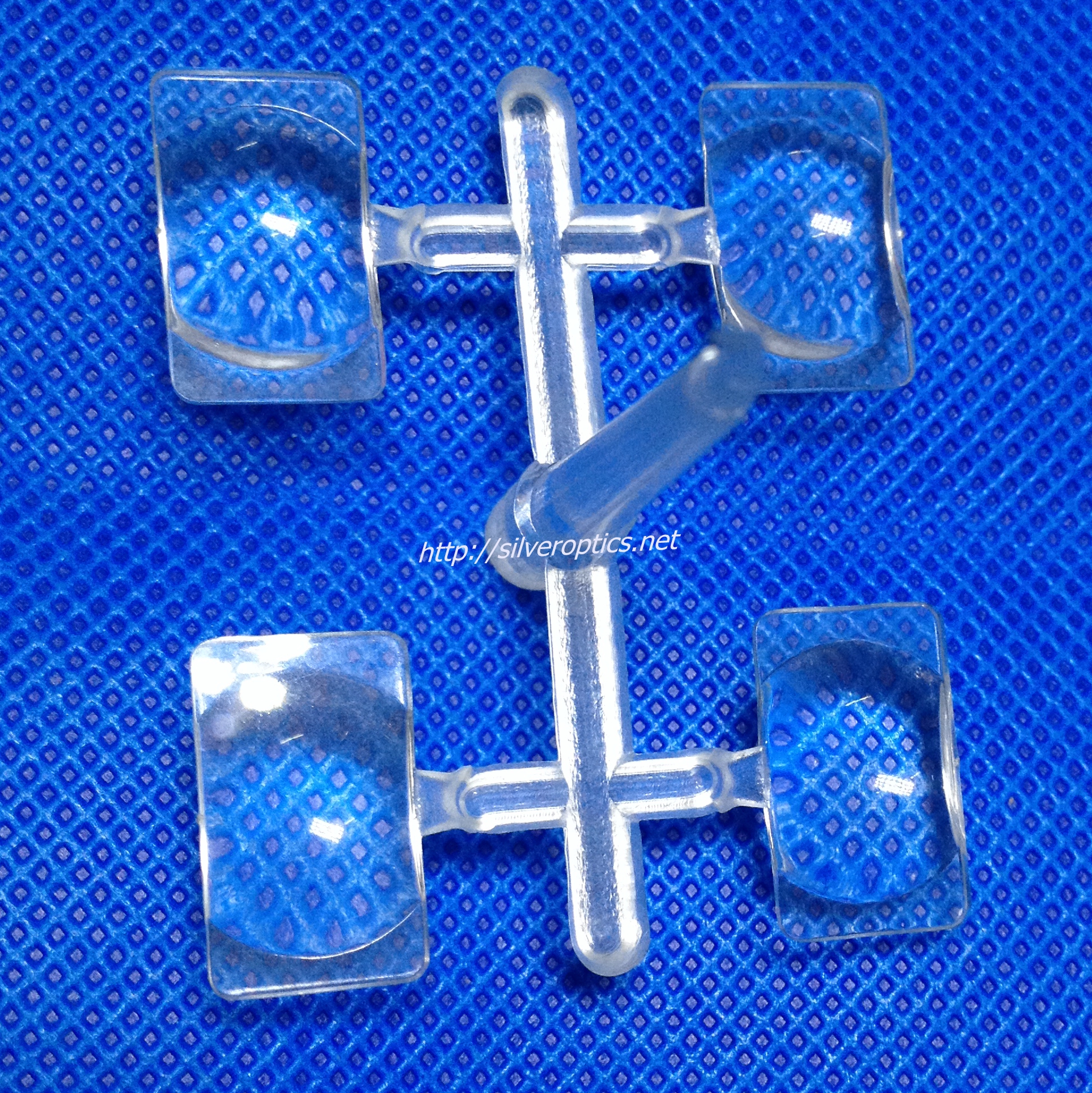
- Automotive Headlight Lenses & TIR Optics
- Mold Type: Large single-cavity compression/injection-compression mold; conformal cooling channels to reduce residual stress.
- Mold Requirements: Cavity surface mirror finish (A0 grade), no parting lines; materials like H13 steel with TiN coating for wear resistance.
- Application: LED headlights, fog lights, and DRLs using PC for heat resistance (up to 125°C) and impact resistance.
- Automotive HUD Combiners
- Mold Type: Freeform optical mold with diamond-turned aspherical surfaces; multi-axis CNC machining for complex curvature.
- Mold Requirements: Form accuracy PV < 5 μm, surface roughness Ra < 0.01 μm to avoid image distortion.
- Application: Windshield-projected HUD systems (e.g., speed, navigation) using COP for low birefringence.
- Thick-Wall Light Guides for Taillights
- Mold Type: Large 双色 (2K) injection mold with side core-pulling for undercuts; A0-grade surface finish on light paths.
- Mold Requirements: No weld lines/shrinkage; cycle time optimization (e.g., 288 s for automotive thick-wall parts).
- Application: Taillight/turn signal light guides using PC for high light transmittance and heat resistance.
Requires biocompatibility, precision, and cleanroom production compatibility.
- Endoscope Lenses
- Mold Type: Micro-optical injection mold with sub-micron cavity machining; soft ejection to prevent surface scratches.
- Mold Requirements: Ra ≤ 0.001 μm, strict dimensional tolerance ±1 μm to ensure clear imaging.
- Application: Laparoscopes/arthroscopes using medical-grade PMMA or cyclic olefin copolymer (COC) for biocompatibility.
- Disposable Diagnostic Optics (e.g., Blood Analyzer Cells)
- Mold Type: Multi-cavity (32–64 cavities) precision injection mold; hot runner to reduce material waste.
- Mold Requirements: Smooth, contamination-free surfaces; compatibility with chemical reagents.
- Application: Point-of-care (POC) devices using COC for optical clarity and chemical resistance.
- Infrared Sensor Lenses for Medical Monitoring
- Mold Type: Optical sensor mold with spectral matching cavity design; low birefringence to maintain signal accuracy.
- Mold Requirements: Controlled surface flatness, tolerance ±2 μm for infrared transmission.
- Application: Pulse oximeters and thermal imaging devices using PC for IR transparency.
Demands extreme precision for laser/imaging systems and lightweight design for near-eye displays.
- Laser Collimating Lenses (Industrial)
- Mold Type: Ultra-precision injection mold with aspherical profiles; vacuum degassing to avoid bubbles.
- Mold Requirements: Form accuracy PV < 1 μm, surface roughness Ra ≤ 0.001 μm for beam quality.
- Application: Laser cutting, welding, and 3D printing using COP for low thermal expansion.
- AR/VR Headset Lenses
- Mold Type: Freeform optical mold with complex curvature; diamond turning for aspherical surfaces.
- Mold Requirements: Low birefringence, surface finish Ra ≤ 0.001 μm to reduce eye strain.
- Application: Meta Quest, HTC Vive using PMMA/COP for lightweight, wide FOV lenses.
- Optical Encoder Disks
- Mold Type: Optical film mold with micro-grating structures; precise alignment of cavity and core to ensure grating pitch accuracy.
- Mold Requirements: Grating pitch tolerance ±1 μm, uniform thickness control.
- Application: Industrial automation and robotics for position feedback using PC for durability.
Focuses on high-temperature stability, radiation resistance, and ultra-precision for critical optical systems.
- Night Vision Goggle Lenses
- Mold Type: Prism/lens mold with strict angle tolerance (±5″); stress-relieved steel to avoid deformation under extreme conditions.
- Mold Requirements: Surface finish Ra ≤ 0.001 μm, dimensional tolerance ±0.5 μm for clear low-light imaging.
- Application: AN/AVS-6 (pilot) and AN/PVS-7 (infantry) night vision goggles using high-impact optical plastics.
- Laser Guided Projectile Optics
- Mold Type: Precision prism mold with diamond grinding for angle accuracy; corrosion-resistant coating for battlefield environments.
- Mold Requirements: Angle tolerance ±3″, high hardness (60–62 HRC) to withstand launch shock.
- Application: “Copperhead” laser-guided artillery rounds using PC for impact resistance.
- Material Selection: Use SUS440C/SKD11/ASP23 for mold cores/cavities; apply TiN/CrN coatings for corrosion resistance.
- Surface Finish: Mechanical polishing → CMP to reach Ra ≤ 0.001 μm; inspect with laser interferometers.
- Process Control: Use Moldflow to optimize cooling channels; adopt injection-compression for thick-wall parts to reduce stress.
- Quality Inspection: Use CMM, optical profilers, and interferometers to verify dimensions and surface accuracy post-machining/assembly.
These examples reflect how plastic optical molds enable high-performance, cost-effective optical components across industries, with mold design and precision machining being the core of quality control.